康创科技整体解决方案:坦克变速箱柔性数字化装配控制系统
一,方案概述
随着科学技术的发展,人类社会对产品的功能与质量的要求越来越高,产品更新换代的周期越来越短,产品的复杂程度也随之增大,传统的大批量生产方式受到了挑战。这种挑战不仅对中小企业形成了威胁,而且也困扰着国有大中型企业。因为,在大批量生产方式中,柔性和生产率是相互矛盾的。众所周知,只有品种单一、批量大、设备专用、工艺稳定、效率高,才能构成规模经济效益;反之,多品种、小批量生产,设备的专用性低,在加工形式相似的情况下,频繁的调整工夹具,工艺稳定难度增大,生产效率势必受到影响。为了同时提高制造工业的柔性和生产效率,使之在保证产品质量的前提下,缩短产品生产周期,降低产品成本,最终使中小批量生产能与大批量生产抗衡,柔性自动化系统便应运而生。

如今,随着中国推进“中国制造2025”,智能制造在工厂中得到大力推广。柔性装配线也成为装配车间的升级趋势。本系统装配线分为四个独立的工作站,工作站与内部物流系统、原料缓存区、成品缓存区、线边缓存和异常处理区构成整个流水线。每个独立工作站由控制器和控制软件来协调站内控制和上传信息到服务器。主监控工控机对四个分站进行整体监控,MES服务器对装配质量进行追溯、生产管理等信息。
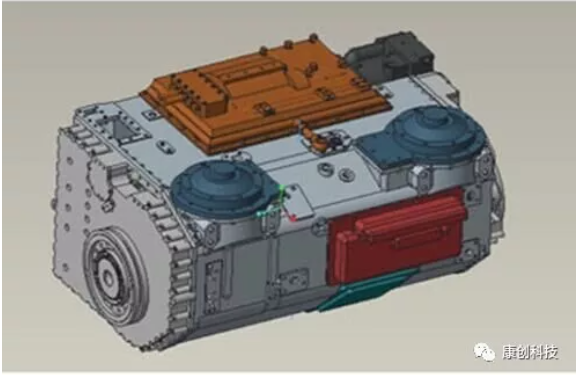
本方案是为坦克变速箱量身设计的柔性装配线,设计保留用户原有装配工艺及流程,重点在于降低装配难度、降低劳动强度、提高数字化智能装配水平、提高生产效率、提高产品装配质量、降低生产成本。
二,控制系统设计
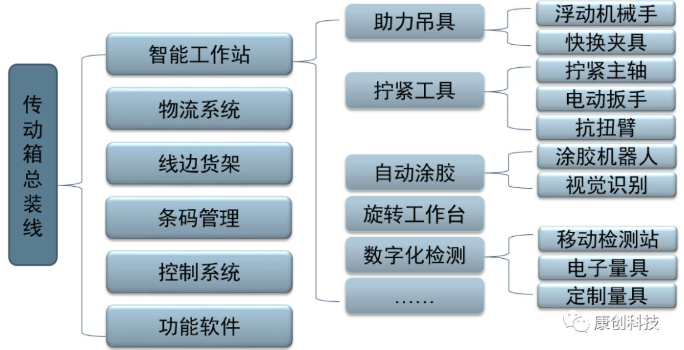
系统控制功能框图:
控制系统拓扑图如下:

本控制系统完全由我公司设计完成,主要由四个工作站构成,分别ST10站、ST20站、ST30站、ST40站,包含触摸IPC工控机、PLC可编程控制器、检测传感器、拧紧工具、扫码枪和执行机构(伺服电机,AGV小车、机器人等)。
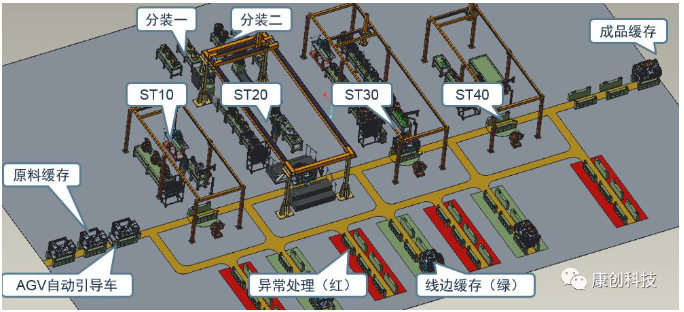
整体布局图如下:
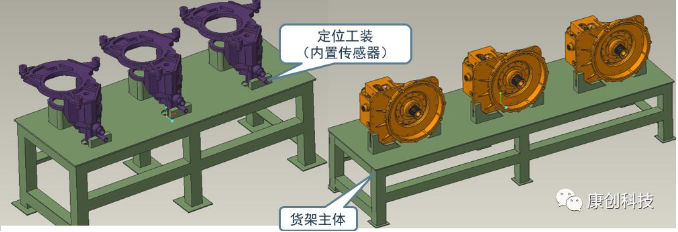
入料货架及定位:

物流规划:
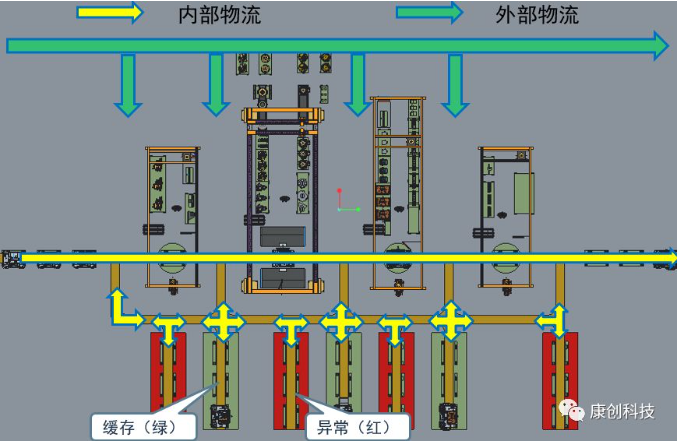
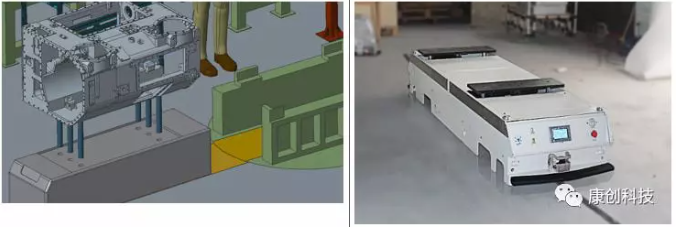
自动引导车(AGV):
方案选用双向潜伏式AGV作为内部物流搬运主体,该款AGV带有举升功能,负载能力可达3吨以上,行走平稳,结构紧凑灵巧,兼容多通道行驶。工作时AGV小车潜伏到工装下自动升降,挂接或脱落物料,以完成各送料点的自动上下料工作。
三、软件系统功能
由控制系统和功能软件将各个工位相互协调,整线主要基于AGV的自动物流系统、智能工作站、原料缓存区,成品缓存区,线边各站的缓存及异常处理区。
控制器通过OPC连接控制系统软件,能对采集的数据进行存储、处理显示。控制画面采用顺序控制形式,顶部采用楔形图表示操作的步骤,每一步完成后点亮完成的楔形步骤。每个步骤对应多幅图片,图片有文字说明,顺序指导操作流程,便于详细的步骤说明。数据库存储采集本地数据,也能通过报表的形式查看。MES服务器采用以太网通信协议从工控机上的数据库读取信息,简化通信配置,方便数据的上传和下载。

1、信息化管理功能软件:
1)质量控制与追溯:
所有主要组件通过二维码统一识别和管理,组件装配前操作人员使用手持式扫码枪对组件进行扫码,将组件信息、工作站信息、过程信息和质量信息实现匹配和保存。

2)生产数据管理和监控:
在生产过程中的每一道工序,各工位PLC对生产状况进行判断和监控,结果通过网络通讯集中于服务器上,生成各种图表,使得整个生产过程可视化。


3)数据共享:
总装线所有的数据和报表可通过工厂MES系统与其他的质量、物流等系统进行数据交换和共享,各系统之间的数据交互采用统一的网络通讯接口,数据的共享并不是实时的,只有当具有相应权限的人员进行数据互通操作时才开放数据共享功能。
4)权限管理:
因总装线具有跨部门、跨层级的特征和出于安全的考虑,对于不同的人员对应的查看/修改菜单、数据、系统、程序等的权限进行区分,每个角色对应有各自的权限范围,只能对权限内的内容进行操作。
四,现场应用照片


